


 English
English Français
Français Español
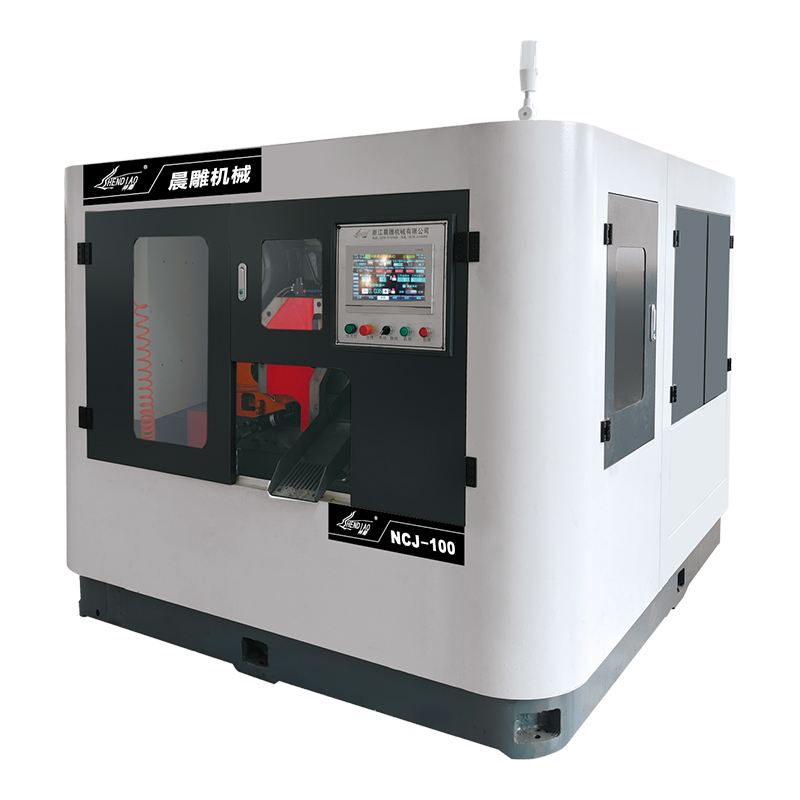
EspañolNCJ-100 Bar Автоматический токарно-пилильный станок для циркулярной пилы диаметром 40-100 мм
Cat:Шарнирный станок для циркулярной пилы
Чтобы лучше удовлетворить потребности клиентов, мы представили усов...
Смотрите подробностиОдной из общих проблем, поднятых операторами и производителями, является наличие заусенцев - лунки, острые, нежелательные края, которые образуются на заготовке во время обработки. При использовании Металлическая режущая пилочная машина , естественно, задается вопросом, является ли формирование Burr частой проблемой. Ответ не является простым да или нет, так как это зависит от нескольких операционных переменных, включая конструкцию лезвия, параметры резки, свойства материала и методы обслуживания.

Роль дизайна лезвия в формировании бурра
Тип используемого лезвия является основным фактором в определении того, как чистого металл вырезан. Лезвие с правильным зубным шагом и геометрией может уменьшить вибрацию и улучшить качество поверхности разреза, тем самым уменьшая заусенцы. И наоборот, использование лезвия, не подходящего к толщине или твердости материала, часто приводит к более грубым краям. Лезвия, которые носят или повреждены, также имеют тенденцию разорвать металл, а не нарезать его чисто, увеличивая вероятность развития бури. Для точных применений инвестиции в высококачественные битетальные или карбид-коткие лопасти являются практическим способом достижения более плавных результатов.
Скорость резки и соображения скорости кормления
Параметры резки оказывают прямое влияние на формирование заусенцев. Если скорость резки слишком высока, чрезмерная тепло может смягчить материал и заставить его деформироваться на краю среза, оставляя заусенца. Точно так же, если скорость корма непоследовательна, лезвие может изо всех сил пытаться поддерживать чистое взаимодействие с заготовкой. Балансирование этих параметров в соответствии с обработанным металлом имеет важное значение. Для более мягких металлов, таких как алюминий, обычно можно переносить более высокие скорости, в то время как более сложные материалы, такие как нержавеющая сталь, требуют более медленных, более устойчивых условий резки, чтобы избежать грубых краев.
Материалы и их влияние
Различные металлы по -разному реагируют на процесс резки. Проводимые материалы, включая медь и мягкую сталь, более склонны к заусенцам, потому что материал имеет тенденцию растягиваться и разрываться, а не перелом чисто. С другой стороны, хрупкие материалы, такие как чугун, часто ломаются более резко на линии разреза, что приводит к меньшему количеству заусенцев. Следовательно, понимание неотъемлемого поведения выбранного металла помогает операторам предвидеть, являются ли заусенцы, вероятно, и соответствующим образом корректируют условия резки.
Важность охлаждающей жидкости и смазки
Управление телом играет важную роль в определении качества сокращения. Когда лезвие проходит без достаточного количества смазки, происходит чрезмерное трение, вызывая неровные края и увеличение формирования заусенца. Правильная система охлаждающей жидкости снижает температуру, вымывает чипсы и обеспечивает более плавное действие лезвия. Это не только улучшает отделку среза, но и продлевает жизнь лезвия. Современные системы охлаждения с целевыми конструкциями потока значительно снижают возникновение заусенцев даже при резке высокопрочных сплавов.
Техника оператора и техническое обслуживание машины
Человеческий фактор также играет ключевую роль в контроле заре. Квалифицированные операторы знают, как установить правильное натяжение лезвия, контроль давления резания и выбирать подходящие параметры для каждого материала. Плохо поддерживаемые машины, такие как с неровными гидами или системами отслеживания лезвий, имеют тенденцию сокращаться неравномерно, оставляя позади нежелательные края. Обычные проверки и профилактическое обслуживание, следовательно, имеют решающее значение для поддержания постоянного качества. Даже хорошо разработанная машина не может устранить заусенцы, если она неправильно обрабатывается или пренебрегает.
Было бы вводить в заблуждение, утверждать, что заусенцы могут быть устранены во время резки, но их возникновение может быть существенно сокращено при правильной практике. Выбирая подходящие лезвия, оптимизацию скорости резания, используя эффективные системы охлаждающей жидкости и обеспечивая правильное обслуживание машины, операторы могут достичь финиша, которая требует минимальной вторичной обработки. Следовательно, риск формирования бурра не является неизбежным недостатком оборудования, а скорее переменным исходом, на который влияет условия работы. В этом отношении машина оказывается универсальным инструментом, способным обеспечивать чистые сокращения при управлении с осторожностью и точностью.
Чтобы лучше удовлетворить потребности клиентов, мы представили усов...
Смотрите подробности
Подходит для распиловки и резки материалов одинакового размера в больш...
Смотрите подробности
Подходит для распиловки и резки материалов на кусочки одинакового р...
Смотрите подробности
Двухцилиндровая горизонтальная ленточная пила по металлу с кнопочно...
Смотрите подробности
Идеальное оборудование для резки тяжелых материалов. Натяжение л...
Смотрите подробности
Магнитные подъемные головки, которые были разработаны, спроектированы ...
Смотрите подробностиАвторское право © Zhejiang Chendiao Machinery Co., Ltd. Право на резервирование.

